
Industrial Engineering Syndicate: RB Ball Valve – Revolutionizing Fluid Control
In the ever-evolving field of industrial engineering, the need for efficient, reliable, and durable components is more important than ever. One such component that stands at the forefront of fluid control is the RB Ball Valve.
Known for its exceptional performance, the RB Ball Valve is a cornerstone in various industries, including oil and gas, chemical processing, water treatment, and power generation.
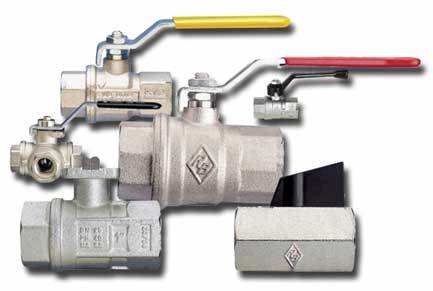
RB Ball Valves are designed to regulate the flow of liquids and gases with precision, ensuring that systems run smoothly and efficiently.
Their spherical shape allows for quick and secure operation, providing an effective seal when closed, while minimizing the risk of leakage.
This makes them ideal for environments where safety and reliability are non-negotiable.
One of the key advantages of the RB Ball Valve is its ease of use. With a simple quarter-turn mechanism, these valves can be operated quickly and with minimal effort.

This quick-action feature not only improves operational efficiency but also reduces maintenance downtime, making it an excellent choice for industries where uptime is critical.
Moreover, the RB Ball Valve’s robust construction and high-quality materials ensure long-lasting durability, even under extreme conditions.
Whether it's high pressure, high temperature, or corrosive environments, the RB Ball Valve is built to withstand the toughest challenges, providing reliable performance over extended periods.
In conclusion, the RB Ball Valve by Industrial Engineering Syndicate exemplifies the fusion of innovation and reliability.
Its unique design, ease of use, and durability make it an indispensable tool in modern industrial applications.
Whether you're looking to optimize your systems for better flow control or enhance safety measures, the RB Ball Valve is the ideal solution for your needs.

{kind=link}